I think maintenance does not mean fixing a machine that has broken down; it means preventing this from happening: this is how Eduardo Schumann, Eduardo Schumann, improving efficiency consultant for food and non food manufactures around the world, described his approach to the activity. This is a fundamental difference in my opinion," he points out, "because if you fix something that's broken, you can't avoid reduction in production, waste of energy, loss of product... The approach must be different.
Image 00010 not found
Working in prevention means taking measures to improve the availability of a plant, which depends on two factors: reliability and maintainability. To achieve this result, the joint commitment of the plant supplier and of the user is required.
What is a sustainable line?
A reliable system is a system reluctant to break. The indicator that expresses this characteristic is the MTBF (Mean Time Between Failures), which is the expected time interval between failures for a system in operation. It can be calculated as an arithmetic mean between the failure times. The higher this value, the higher the reliability of the plant. The user's goal is to have tools with a high reliability index available. How is this possible? Today," explains Schumann, "there are tools that have a positive effect on this parameter: first of all, we need to study the failure modes. Many manufacturers do this, but with a view to selling parts later. It is also useful to identify the critical points of a line or equipment with tools such as FMEA (Failure Mode and Effect Analysis) and FMECA (Failure Modes, Effects and Criticality Analysis).
Smart spare parts
Work must be done on the construction aspects: ceramic coatings are available that give excellent results in preventing breakage and in general new materials that are better and less subject to wear: these must be requested from suppliers. Let's imagine we have spare parts that cost 100 euros and last one year and others that cost 200 euros, but last 3, which are the cheapest? The second, of course, and as a maintenance manager, these are the ones I have to ask for, because what interests me is not the lower initial cost, but a lower Total Cost of Ownership. The whole system must be as economical as possible. Another trick is to work according to the principles of precision engineering in the design and building of a machine: for example, when it comes to installing a new machine, it must be tested first to check whether all the alignments are correct. Total Cost of Ownership (TCO) is the sum of the costs to be incurred for the operation of a plant, from its purchase to its operational management and maintenance operations. According to Eduardo Schumann, this is the parameter to be used when choosing among different proposals for plants with the same objective.
Reduce intervention times
The other pillar of availability is maintainability, which is measured through the Mean Time To Recovery (MTTR). This parameter indicates how quickly a machine can be restored in the event of a failure. The lower this value, the better for availability. Preference - he continues - must be given to machines designed to facilitate maintenance, for example, with openings for inspections without stopping production. If employees realize that a part is about to break, they can replace it before it does, reducing downtime. To avoid incorrect positioning of spare parts during replacement it is useful that the system is designed according to Poka Yoke principles. This expression, which could be translated as 'foolproof', expresses a Japanese concept and implies that a device is designed in such a way that an operation can only be performed in one way, forcing the user to perform it correctly.
Choose standard parts
The management of spare parts is an essential element in determining the maintainability of a machine. All parts – Schumann points out – must be easy to access, and parts with the same function must be interchangeable. For example, there are too many different pumps, with different connection systems and therefore I can not use the spare pump of a machine on a different device. This complicates the maintenance of a line and increases its costs. All these criticalities should be addressed with the supplier in the design phase of a new plant, because it is very difficult to change the setting of an already built machine. The approach described above can be applied throughout the entire operating cycle of a plant.
On the starting line
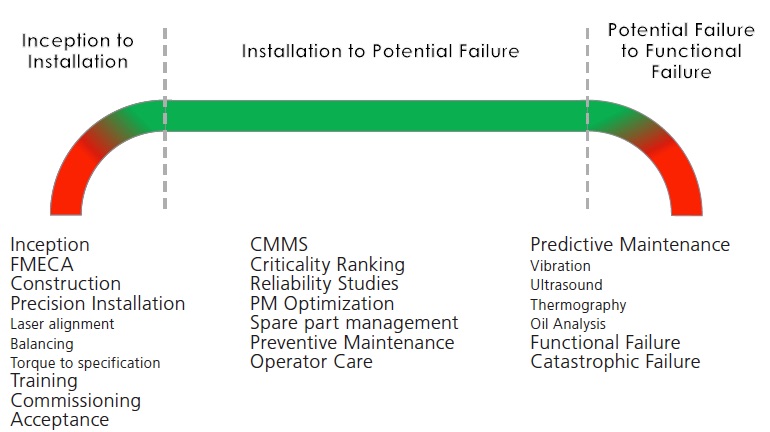
At the time of installation, a detailed analysis of possible failure modes must be carried out and the tools for a precise installation (laser alignment, balancing, torsion specification) must be adopted.
The first start-up must be guided and accompanied by appropriate training of those responsible for operating and maintaining the system: "If these measures are not taken," says Schumann, "it must be taken into account that the plant has not been designed and installed to operate to the best of its ability.”
Predicting the future is possible
Even after installation, during the operation of the plant, there are some tools you must equipped with before the potential failure: For example - he explains - it is very useful to have computerized management and maintenance systems available: they are used to critically analyse the machine, defining which parts can break more or less easily. Reliability studies must be carried out, spare parts management optimised and preventive maintenance carried out. Employees must be provided with all the information necessary for maintenance. And they don't have to be generic, but very detailed: how the machine is built, what spare parts are needed, how to position them, how they should work... This is the only way to carry out preventive maintenance. It goes without saying that the operator must take the utmost care in the management of the plant, doing everything he can to make it work in the best possible way.
Don't get ahead of the times!
When the time of a failure is approaching, you can still take preventive measures by carrying out analyses of the condition of the machine: ultrasound tests, vibration tests, lubricant analysis...
For example, 85% of bearing failures - recalls Schumann - result from poor lubrication, the remaining 15% are due to all other possible cases. This means that even just by ensuring proper lubrication, the risk of failures is significantly reduced.
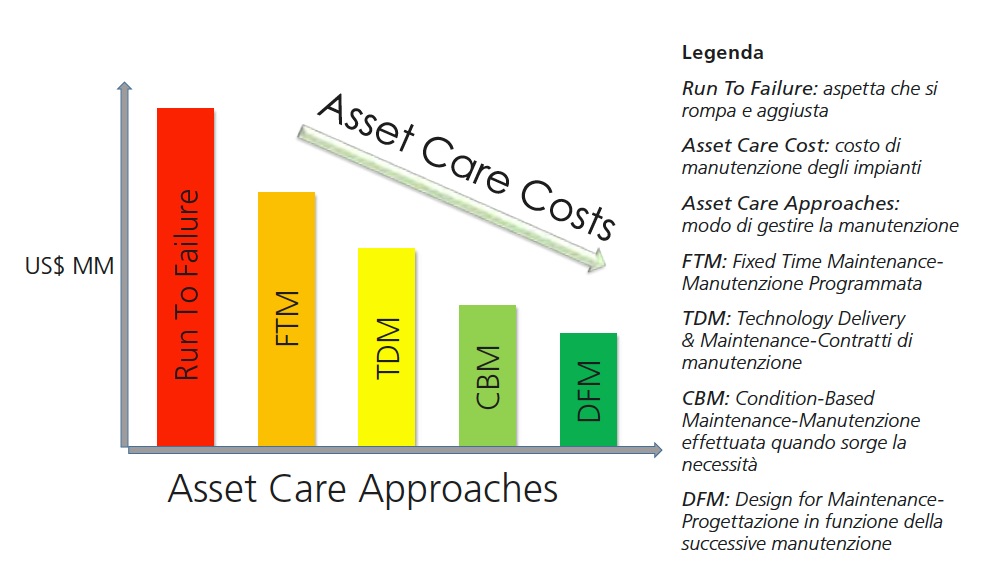
Unfortunately, all these measures represent a cost for the user, but according to Eduardo Schumann they are only apparently so: *The 'run to failure' approach, i.e. to wait for the failure and repair - he concludes - is only apparently the cheapest: in reality, the more you invest in failure prevention, the lower the cost of running the plant. In this sense in my opinion maintenance is not a cost, but an investment, because the profitability of a machine also depends on the ease with which it can be maintained. *